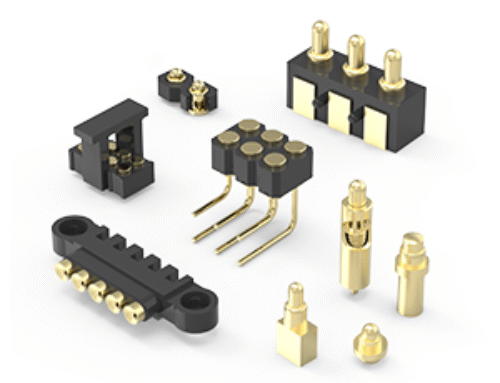
In the precision connector industry, quality is paramount. CFE, a global provider of connectivity system solutions, leverages its innovative and reliablepogo pins, magnetic connectors, high-precision stamping parts, and comprehensive modular customization services. We have built a complete product portfolio serving diverse sectors including consumer electronics, automotive, medical, industrial, telecom, and LED lighting.

Closed-Loop Quality Management Ensures Zero-Defect Delivery
CFE implements an industry-leading, full-process quality control system: DQE (Design Quality Engineering) → SQE (Supplier Quality Engineering) → PQE (Process Quality Engineering) → CQE (Customer Quality Engineering). This integrated approach guarantees strict control over every stage, from R&D to final delivery, significantly minimizing quality risks.
8 Major International Certifications: Setting the Industry Quality Benchmark
- CFE proudly holds eight prestigious international certifications, including:ISO 9001 (Quality Management Systems)
- ISO 13485 (Medical Devices – Quality Management Systems – Highest industry standard)
- IATF 16949 (Automotive Quality Management System – Core industry certification)
- CNAS Accredited Laboratory (Test data globally recognized)

These certifications empower us to deliver medical-grade and automotive-grade connectivity solutions renowned for their high reliability.
CNAS Laboratory & Cutting-Edge Testing: Safeguarding Product Reliability
Operating under the ISO/IEC 17025 international standard, CFE’s CNAS-accredited laboratory is equipped with advanced testing capabilities:
- 3D Optical Measurement (Micron-level precision)
- Insertion/Withdrawal Life Testing (Simulating 100,000+ cycles for durability)
- Salt Spray Corrosion Testing (96-hour validation under extreme conditions)
- Contact Resistance Analysis (Nano-ohm level precision monitoring)
Our rigorous testing ensures products comprehensively meet electrical performance, mechanical strength, and environmental adaptability requirements, enabling full lifecycle quality control from raw materials to finished goods.
Quality Drives Competitiveness. In the rapidly evolving electronics industry, CFE consistently delivers high-reliability, long-life, and high-performance connectivity solutions. Through stringent quality standards, internationally recognized certifications, and advanced testing capabilities, we power the advancement of global technology industries.



{kind=link}
{kind=link}
{kind=link}
{kind=link}